
دستگاه پرس جوش چیست و به چه روشی کار میکند؟

دستگاه پرس جوش چیست؟ نگاهی به گذشته های بسیار دور و با توجه به تجزیه و تحلیل ابزارهای کشف شده از قرون اولیه نشانگر این واقعیت است که انسان اولیه با استفاده از اصول فیزیکی که امروزه مبنای اصلی جوشکاریهای مدرن را تشکیل می دهند، یعنی متصل نمودن فلزات به یکدیگر از طریق روی هم قراردادن لبه های گرم و ذوب شده و ضربه زدن چکش، مبادرت ورزیدند.
درواقع یکی از روشهای قدیمی اتصالات، صنعت جوش میباشد که از گذشته انجام شده و مورد اهمیت واقع بوده. از اواخر دهه ۱۹۳۰ که ساخت پلها، جاده راه آهن، خیابانها، و نیز کشتیهای اقیانوس پیما و غیره با روش جوش دادن قطعات به یکدیگر با سرعت آغاز گردید تا به امروز که انسان مشغول ساختن فضا پیما، آسمان خراش، نیروگاه هسته ای و میکروپروسسرها و غیره می باشد، هنوز جوشکاری از روشهای بسیار مهم اتصال به حساب می آید.
امروزه به جایی رسیده ایم که این تکنولوژی تا حد قابل توجهی از یک کاردستی خارج شده و بسوی اتوماسیون کامل پیشرفته است. مثلاً، استفاده از روباتها (Robots) که توسط میکروپروسسرها عمل و کنترل جوشکاری را هدایت می کنند.
علاوه بر توسعه روشهای جوشکاری، توجه خاصی نیز به بهره وری بالاتر ،اقتصاد بهتر، آسانی کار، و قابلیت اطمینان بیشتر این روشها مبذول گردیده است.
علیرغم توسعه روشهای جوش در صنعت، آن را به دو گروه عمده جوشهای ذوبی و جوشهای غیر ذوبی تقسیم میکنند که یکی از زیر گروههای جوش غیر ذوبی جوشهای مقاومتی Resistance Welding میباشد که آن نیز خود به چهار روش تقسیم می شود.
۱- نقطه جوش ۲- جوش برجسته (پرس جوش)
۳- درز جوش ۴- سر به سر
آشنایی با پروسه جوش برجسته (Projection Welding)
تکنیکی است مشابه نقطه جوش، که قطعه کار ها بطور همزمان در چند نقطه میتواند جوش شود و موقیت این نقاط توسط برآمدگی حیاتی (نک) مشخص می شوند. این نک ها را معمولاً در یک طرف قطعه (یکی از قطعات) به وجود می آوردند هدایت جریان الکتریسیته از طریق این برآمدگی ها انجام می گیرد و منجر به ذوب برآمدگی روی قطعه دوم می گردد. فیکسچرها می بایست به گونه ای طراحی شوند که فشار یکسان روی تمام برآمدگی ها وجود داشته باشد.
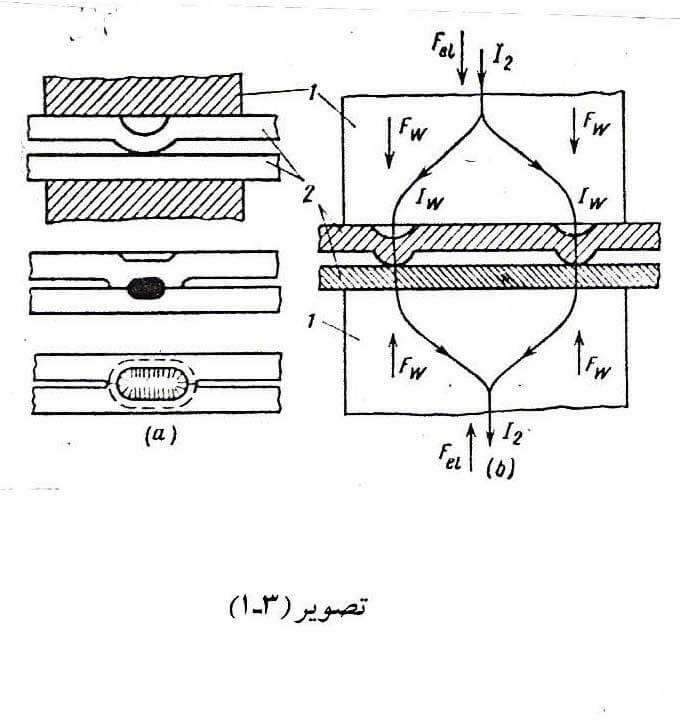
به علت اینکه در جوش برجسته،سطح تماس بین برآمدگی و قسمت صاف کم است، لذا مقاومت الکتریکی تماسی بین قطعات درگیر توسط الکترود بیشتر از همان فلز مشابه در نقطه جوش می باشد.هنگامی که جریان جوش برقرار شود، دمای فلز در قسمت برجسته سریعاً افزایش می یابد ونوک برآمدگی متلاشی می شود.مقاومت الکتریکی تماسی سریعاً پایین می آید و گرما اساساً به علت مقاومت خود فلز ایجاد می شود.هنگامی که حوضچه مذاب به اندازه مناسب رسید جریان جوش قطع می شود و فلز اجازه می یابد که خنک شود.درتصویر (۳-۱) چگونگی پروسه نشان داده شده است.
قطعات با شکل های مختلفی مانند میله ها، لوله ها، سیم به ورقه و غیره میتوانند با این پروسه جوشکاری شوند.
تصاویر (۴-۱) تکنیک هایی از جوش پروجکشن را نمایش میدهد.
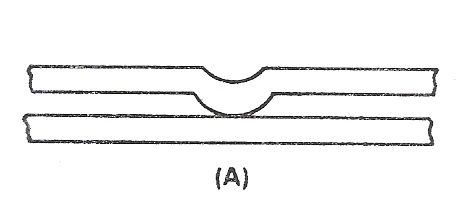
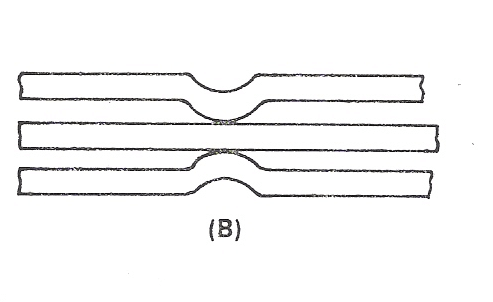
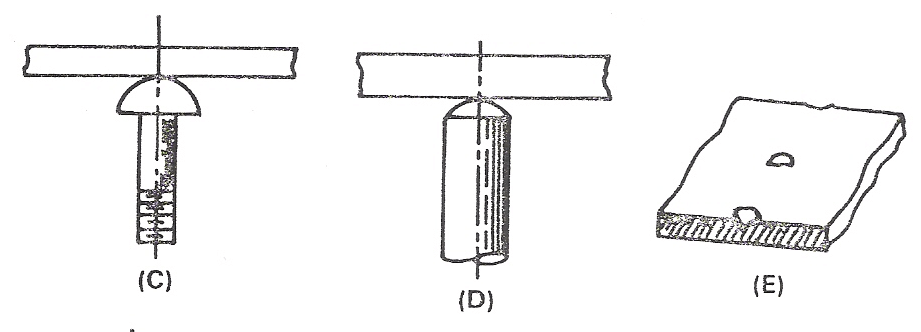
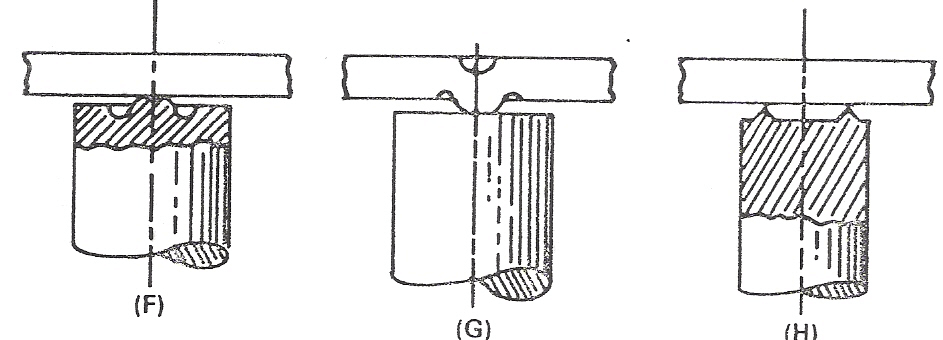
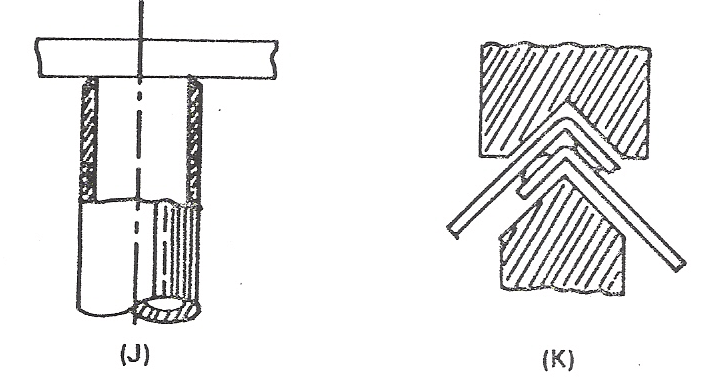
تصویر (۴-۱)
اصولی که از جوشکاری به روش پرس جوش مورد انتظار می باشد
- جوش سریع و تمیز
- هزینه پایین اجرای جوش و عدم نیاز به استفاده از مواد کمکی
- طرز کار آسان و عدم نیاز به اپراتور حرفه ای
- عدم ایجاد اعوجاج روی قطعه کار و ناحیه متاثر از گرما
مشخصات دستگاه پرس جوش
دستگاه پرس جوش جوش فقط به صورت ایستگاهی ساخته می شود و دارای مشخصات زیر است:
- وجود ترانسفورماتور کاهنده جهت ایجاد جریان بالای مورد نیاز جوشکاری
- تابلو کنترل جهت کنترل دقیق زمان جریان دهی و شدت جریان مورد نیاز
- بدنه فلزی و استراکچر تنومند ، جهت اعمال نیروهای وارده به دستگاه هنگام جوشکاری
- دارای ادوات ساخته شده از فلزات رنگی جهت انتقال جریان و فشار از ترانسفورماتور به قطعه کار(فکها و بازوها)
- دارای سیلندر بادی یا هیدرولیکی یا سروموتو جهت ایجاد فشار مورد نیاز جوشکاری
- لزوم وجود مدارهای آب گردش در کلیه قسمت های دستگاه جهت حفظ راندمان کاری
نکات ضروری در حین کار با دستگاه پرس جوش
- لزوم اتصال دستگاه به منبع گردش آب خنک؛ وجود جریان آب در دستگاه به حفظ راندمان و سلامت دستگاه کمک شایانی می کند
- استفاده از تایمر کنترل کننده زمان جوشکاری (زمان جریان دهی به قطعه)؛ جهت ایجاد کیفیت مناسب و دوام و کیفیت جوش ها
- انتخاب صحیح جنس الکترود با قطعه کار
- منطبق بودن کفشک بالا و پایین به طور کامل بر روی یکدیگر
- تنظیم صحیح مقدار جریان و فشار مورد نیاز جوشکاری بر حسب ضخامت و جنس ورق ها
- تمیز بودن کلیه ادواتی که از ترانسفورماتور تا قطعه کار وظیفه انتقال جریان را دارند نظیر شینه های مسی، فک ها، بازوها، هویه و الکترودها
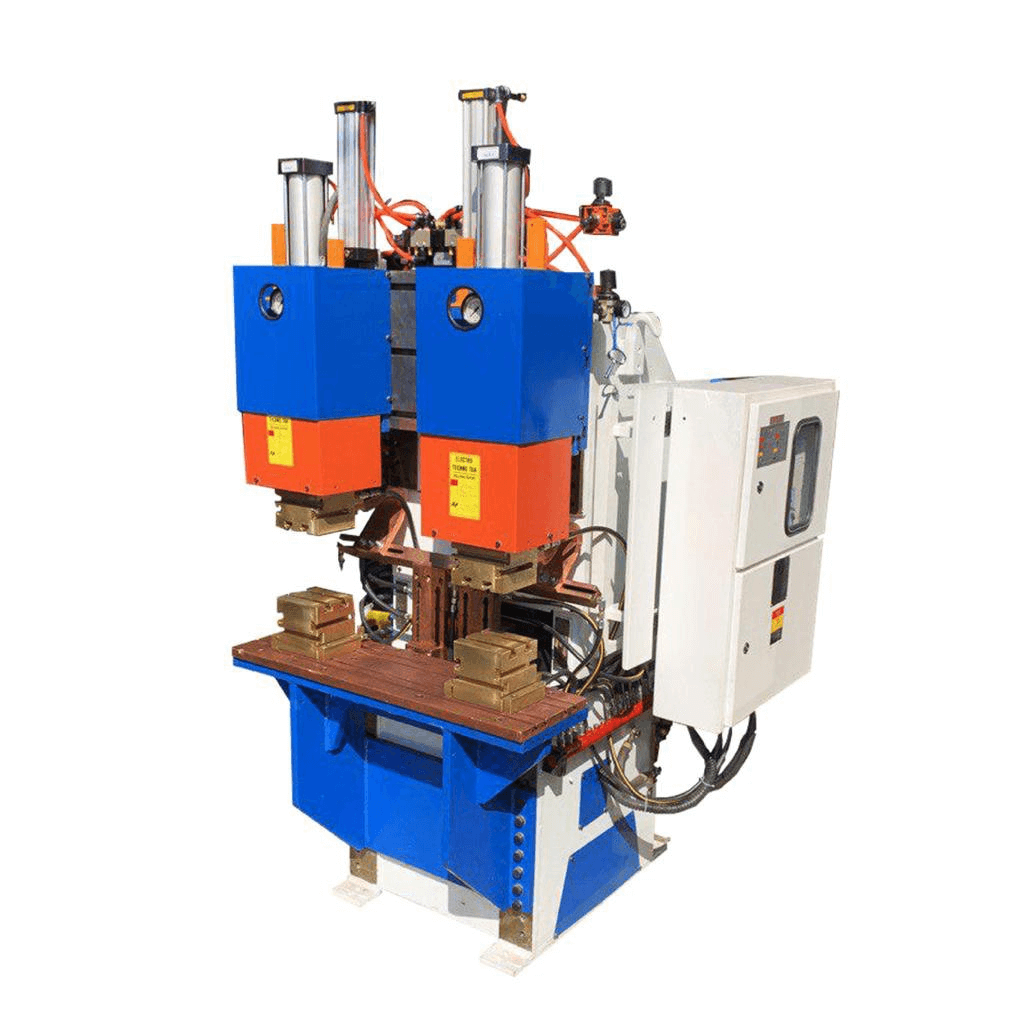
 شکل (۵-۱)
شکل (۵-۱)
روش اجرای پرس جوش
آماده سازی ورق:
قبل از شروع جوش کاری سطوح قطعات فلزی را باید از چربی، کثیفی و آلودگی زدود و کاملاً تمیز نمود زیرا این عوامل مانع از ایجاد اتصال بین قطعات میشوند. در جدول زیر عوامل، اثرات آنها و راه تمیزکاری شرح داده شده است.
نوع لایه مزاحم | اثر مخرب در جوش | روش حذف و تمیز کاری |
| اکسید سطحی | افزایش شدت جریان مورد نیاز، چسبیدن الکترود به سطح قطعه، آلوده شدن سطح الکترود | تمیزکاری مکان کیی مانند برس زدن و سنباده زدن |
| چربی | ایجاد حباب در جوش | تمیزک اری با پارچه تنظیف و تمیزکاری با مواد شیمیایی مجاز (برای حذف لایه های ضخیم) |
| رنگ | نقطه جوش ضعیف، ظاهر نامناسب جوش | تمیزکاری مکانیکی و شیمیایی |
تنظیم و راه اندازی دستگاه پرس جوش:
تنظیم و راه اندازی دستگاه پرس جوش شامل مراحل ذیل است.
۲-۱) کنترل اجزای دستگاه نقطه جوش:
- کنترل الکترود شکل و نحوه عایق بندی
- کنترل هم راستایی الکترودها (مهم)
- کنترل شلنگ آبگرد و اتصال آن به الکترود و خروجی آب
۲-۲) تنظیم پارامترهای دستگاه:
- تنظیم شدت جریان
- تنظیم زمان نگهداری
- تنظیم نیروی اعمالی (فشار)
انواع دستگاه های پرس جوش
- دستگاه های پرس هیدرولیکی و هیدرو نیوماتیکی
- دستگاه های پرس پنوماتیکی
- دستگاه های پرس جوش با دو هد جوشکاری
- دستگاه های پرس جوش با کنسول بلند جهت جوشکاری شبکه های مشی
مشخصات دستگاه پرس
- مجهز به سیستم فک پرس با قابلیت تبدیل به نقطه جوش
- امکان حرکت کنسول ها برای تنظیم فاصله آنها از یکدیگر
- مجهز به سیستم آب خنک در ترانس، بازوها و فک ها
- مجهز به واحد کنترل پارامترهای جوشکاری بصورت میکرو پروسسوری (دیجیتال)
- کاربری و تنظیم ساده و آسان و عدم نیاز به اپراتور حرفه ای
- امکان نصب جک دو مرحله ای
- مجهز به واحد مراقبت پنوماتیک با فشار bar6
- امکان نصب شیر تناسبی برای سفارشهای ویژه
- امکان نصب تقویتی بازوی پایین برای کاربردهای خاص
مزایای روش پرس جوش نسبت به جوش نقطه ای
- سهولت استفاده بالانس حرارتی در ترکیباتی از ورق ها که جوشکاری آنها مشکل می باشد.
- ایجاد جوش یکنواخت تر.
- امکان ایجاد چندین جوش به صورت همزمان.
- عمر طولانی تر الکترودها.
- جوش ها می توانند بسیار نزدیک به هم باشند.
- قطعات جوش خورده ظاهر بهتری دارند.
- قابلیت جوشکاری برخی نقاط خاص وجود دارد.