


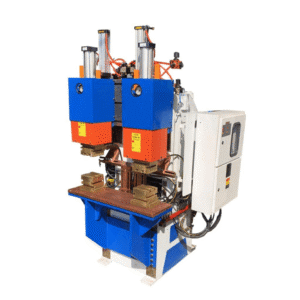





دستگاه نقطه جوش ایستگاهی
نقطه جوش های ایستگاهی از خانواده جوش های مقاومتی می باشند که به صورت یک تکنیک ایجاد میشود. در این تکنیک از جوشکاری، اتصال جوش در یک قطعه کار توسط ایجاد حرارت و بر اثر عبور جریان بالا در زمان کوتاهی رخ می دهد که قطعات در نقاط متفاوت به هم جوش داده می شوند. ناحیه جوش، سطحی است که الکترود روی آن قرار دارد و از آن سطح جریانی که تحت فشار است، عبور می کند. در مجموع، مقاومت الکتریکی تماسی فلز در گیر بین الکترودها، شامل مقاومت تماسی الکترودها با قطعه کار، بین دو قطعه کار و مقاومت الکتریکی قطعه کار می باشد. هنگامی که جریان جوش برقرار شود، ابتدا نقاط برجسته میکروسکپی سطوح دو قطعه کار به علت تمرکز جریان گرم می شوند و سپس ماده مجاور این نقاط الکترودهای نقطه جوش از آلیاژهای مس که دارای هدایت حرارتی بالایی هستند ساخته می شوند.
ویژگی دستگاه نقطه جوش ایستگاهی الکتروتکنوتک
- طراحی بهینه سازی و اقتصادی بر اساس سرعت و راندمان کاری بالا
- قابلیت دائم کار
- قابلبت مانور بازوها و هولدرها در جهات مختلف
- کم حجم و سبک
- مناسب تولید انبوه
آپشن ها
- امکان نصب سیستم حرکتی نیوماتیک (شامل جک بادی، شیر برقی و واحد مراقبت باد)
- امکان نصب کنترل سرعت و کلیه شلنگ ها و اتصالات لازم
- تایمر کنترل کننده آنالوگ و یا دیجیتال جوش
- متعلقات پک هیت سینک، تریستور و کلید قدرت
- بازوهای بلند تا طول ۱ متر بصورت آب خنک
- امکان طراحی ساخت هولدرها و الکترودهای فرم دار و خاص برای قطعات گوناگون

اجزا و متعلقات استاندارد دستگاه نقطه جوش ایستگاهی
- دارای پایه کاملا مکانیکی
- دارای ترانسفورماتور
- دارای بدنه صنعتی و بازوها
- دارای هولدر و الکترودها
- دارای کلید زمانی و سیستم حرکتی فشار فنر
کاربردها در
- صنایع خدماتی و تولیدی مختلف
- صنایع مفتولی
- کابینت سازی
- لوازم داخل آشپزخانه
- کانال سازی و حلزونی کولر
- صنایع آباژور و روشنایی
توضیحات تکمیلی
- این مدل از دستگاه نقطه جوش ایستگاهی که به نقطه جوش های پدالی یا سینوسی نیز معروف میباشند، معمولا در تولید قطعاتی که نیاز به گذراندن تست های استاندار ایمنی جوش مقاومتی دارند استفاده نمی گردند
- محاسبات ترانسفورماتور این دستگاهها بر مبنای هوا خنک صورت گرفته و برای کار مداوم کاملا پاسخگو میباشد
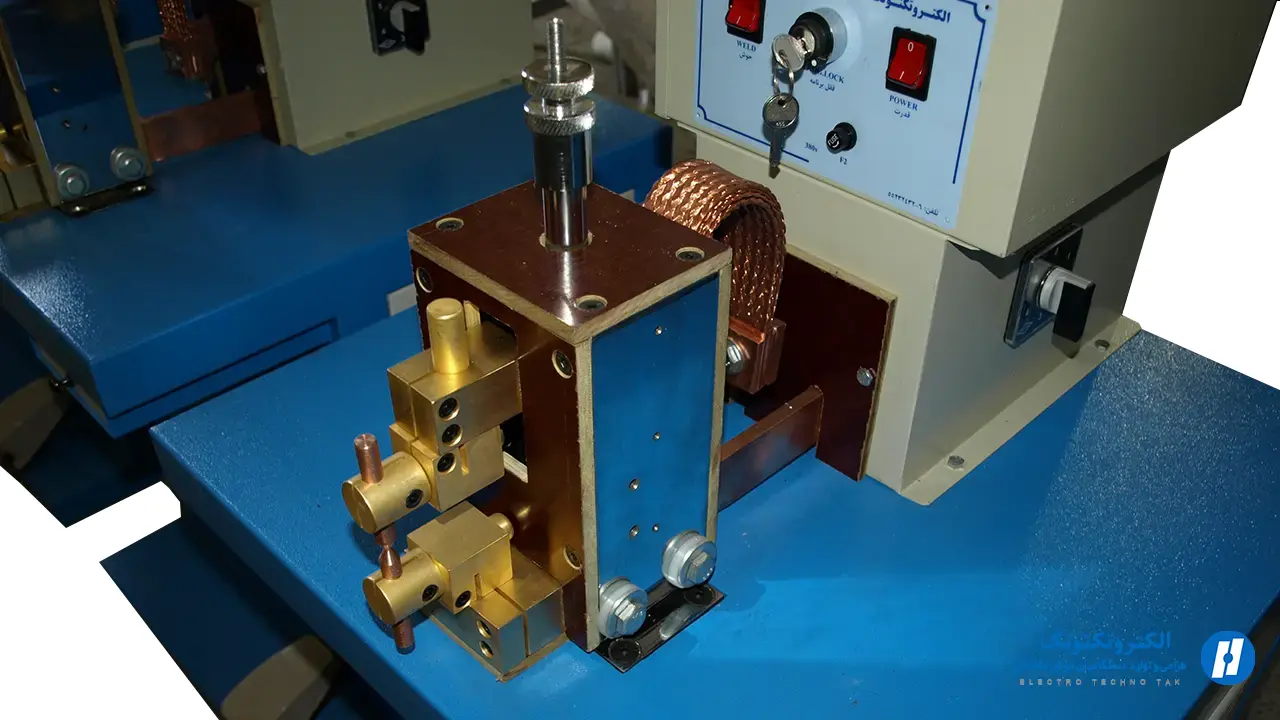
- برای حفظ راندمان کاری دستگاه بازو و هویه و الکترودها دارای مدار آب گردش میباشند
- تمامی مدل های این خانواده از محصولات با برق ۲ فاز ۳۸۰ ولت و حداقل جریان ۲۵ آمپر قابل راه اندازی میباشند
دستگاه پرس جوش ایستگاهی
از خانواده جوش های مقاومتی میباشند که در اینجا نگاه اجمالی به تعریف جوش مقاومتی خواهیم داشت. به طور کلی در روش های جوشکاری مقاومتی بر اثر عبور جریان الکتریکی از فلزات و مقاوم بودن در مقابل آن، حوضچه جوشی ایجاد می شود که با فشار مکانیکی این پروسه کامل میگردد. فلزات، بدلیل دارا بودن مقاومت الکتریکی در اثر عبور جریان برق گرم شده و به حالت خمیری و ذوب می رسند. وجود فشار در طرفین قطعاتی که جریان برق در آنها جاری شده بدون استفاده از هیچ مواد کمکی منجر به ایجاد اتصال یا همان جوشکاری مقاومتی می گردد. بدیهی است فاکتورهای شدت جریان، زمان و فشار از عوامل اصلی جوش مقاومتی می باشند. اما مقاومت الکتریکی به عوامل مختلف از جمله، جنس و ضخامت قطعه کار، فشار بین الکترودها، اندازه، شکل و جنس الکترودها و چگونگی سطح کار یعنی صافی و تمیزی آن بستگی دارد.
دستگاه پرس جوش ایستگاهی به چه روشی کار می کند
دستگاه پرس جوش، .قطعه کارها را به طور همزمان در چند نقطه جوش میکند با این تفاوت که این نقاط توسط برآمدگی هایی (نک) از قبل مشخص می گردند. این نک ها را معمولا در یکی از قطعات بوجود می آورند و هدایت جریان الکتریسیته از طریق این برآمدگی ها انجام میگیرد و در نهایت منجر به ذوب آن ها روی قطعه دوم می گردد. که این روش برای جوشکاری ورق ها و قطعات فلزی استفاده میشود و بطور متوسط ضخامت ورق هایی که با این روش جوشکاری می شوند بین ۰.۵ تا ۳ میلیمتر می باشد. نقطه پرس جوش را می توان به راحتی برای قطعاتی که از ورقهای آهنی ساخته می شوند نظیر بدنه خودرو، قطعات خودرو، تابلوهای برق، لوازم خانگی، باکس های آتش نشانی، صنایع نظامی و غیره بکار برد. همچنین، آلیاژهای آلومینیوم را نیز می توان با این روش جوش داد اما هر چه قابلیت رسانایی الکتریکی و گرمایی بیشتر باشد برای جوشکاری آنها نیز به شدت جریان بیشتری نیاز میباشد. در نهایت، این کار مستلزم استفاده از دستگاه های نقطه پرس جوش خاص با قابلیت ایجاد جریان مستقیم و استفاده از فشارهای متفاوت بصورت همزمان می باشد.
آشنایی با فرایند نقطه پرس جوش
تکنیکی است از روش های جوش مقاومتی که در آن قطعات در نقاط مختلف به هم جوش داده می شوند، ناحیه جوش سطحی است که الکترود روی آن قرار دارد و از آن سطح جریان عبور می کند و تحت فشار می باشد.
مقاومت الکتریکی تماسی فلز در گیر بین الکترودها، مجموع مقاومت های زیر می باشد:
۱ – مقاومت تماسی الکترودها با قطعه کار
۲ – مقاومت تماسی بین دو قطعه کار
۳ – مقاومت الکتریکی قطعه کار
هنگامی که جریان جوش برقرار شود، ابتدا نقاط برجسته میکروسکپی سطوح دو قطعه کار به علت تمرکز جریان گرم می شوند و سپس ماده مجاور این نقاط گرم شده واین فرایند تا خمیری شدن و تکمیل جوشکاری همه سطح زیر پوشش الکترودها ادامه میابد.
الکترودهای نقطه جوش، از آلیاژهای مس که دارای هدایت حرارتی بالاو سختی قابل قبولی هستند ساخته می شوند. در عمل تکنیک های مختلفی برای نقطه جوش وجود دارد که اساساً تفاوت آنها در چگونگی اتصال جریان به قطعه کار می باشد. اکثر اوقات جریان توسط الکترودها از دو طرف به قطعه کار اعمال می شود مانند تصویر A-(۲-۱) گاهی اوقات یکی از الکترودها به صورت یک صفحه افقی تخت استفاده میشود. تصویر B-(۲-۱) و گاهی اوقات تعداد نقاطی که می خواهند به روی یک قطعه جوش شوند بیشتر از یکی است، لذا قطبهای ترانس یکی به صفحه زیر و دیگری به تمام الکترودها وصل می شود(۱-۲)-c
اگر ضخامت یکی از قطعه کار ها سه یا بیشتر از سه برابر قطعه دیگر باشد، طرف دوم جریان را می توان مستقیماً به خود قطعه کار وصل نمود. مانند شکل I –(۲-۱) وهنگامی که یکی از دو قطعه کار جدار نازک و تو خالی باشد مانند تصویرJ-۲(-۱) می شود.
دستگاه های نقطه و پرس جوش الکتروتکنوتک شامل دسته بندی های ذیل می باشند
- نقطه جوش ایستگاهی (سری S و سری ES): این دستگاهها برای جوشکاری نقطهای در محیطهای ایستگاهی و صنعتی طراحی شدهاند و معمولاً برای تولید قطعات با کیفیت بالا و دقت بالا استفاده میشوند.
- پرس جوش ایستگاهی (سری HDS و سری SP): این دستگاهها برای پرس کردن قطعات فلزی بهصورت ایستگاهی و ثابت مناسب هستند و قابلیت انجام جوشهای مقاومتی با فشار بالا را دارند.
- نقطه جوش صافکاری: این دستگاهها بهویژه برای صافکاری و تعمیرات بدنه خودروها و قطعات فلزی طراحی شدهاند.
- نقطه جوش رومیزی: این دستگاهها مناسب کار در فضاهای کوچکتر و برای انجام جوشهای نقطهای در کارگاههای کوچک یا حتی کاربردهای آزمایشگاهی هستند.
- نقطه جوش سیار: دستگاههای قابل حمل برای جوشکاری در محلهای مختلف، مناسب برای استفاده در شرایط کاری سیار و تعمیرات میباشند.
- نقطه جوش اینورتری: این نوع دستگاهها با استفاده از تکنولوژی اینورتر برای جوشکاری نقطهای با مصرف انرژی کم و عملکرد بهتر طراحی شدهاند.
- درزجوش: دستگاههای مخصوص جوشکاری درزهای مختلف در قطعات فلزی، معمولاً برای تولید محصولاتی که نیاز به جوشکاری طولی دارند، استفاده میشود.
- ماشین مخصوص فیکسچر: این دستگاهها برای انجام جوشکاری با استفاده از فیکسچرهای خاص طراحی شدهاند که دقت و کیفیت جوشکاری را در قطعات مختلف تضمین میکنند.

مزایا ودلایل انتخاب مجموعه صنعتی الکتروتکنوتک
- با نیم قرن سابقه تحقیق، طراحی و ساخت در زمینه دستگاه های جوش های مقاومتی
- ایجاد جوش مطمئن با کیفیت بالا
- جوش قابل کشش، پیچش و خمش
- هزینه پایین اجرای جوش و عدم نیاز به استفاده از مواد کمکی
- عدم ایجاد اعوجاج روی قطعه کار و ناحیه متاثر از گرما
- طرز کار آسان با اپراتور نیمه ماهر
- سبک، قابل حمل و با دوام
- خدمات و پشتیبانی برای تمام محصولات به مدت ۱۰ سال
- گارانتی به مدت ۱ سال